PHLATBOYZ
Phlatboyz SketchUcam(PhlatScripT)
SketchUcam Version 1.4
Nov 2015
Nov 2015
|
QuickTools Toolbar Back to help index |
||
|---|---|---|
|
These items appear on the QuickTools Toolbar. Activate this toolbar by ticking the `View|Toolbars|SketchUcam Quick Tools` item. |
|
|
|
|
This icon provides a quick way to toggle Gcode comments on or off. The status bar will display the current status of the setting. This setting will be used the next time you generate Gcode. It will not be saved as a default, use the Tools|PhlatBoyz|Options menu for that. |
|
|
This icon provides a quick way to toggle the format of Gcode comments. It switches between (comment) format and the ; comment format. |
|
|
Use this icon to set values for A, B an C axes, values will be output before all other motion, and zeroed after the final
return to X0 Y0 and raise Z commands. It is left to the user to figure out the correct offsets to cut in the correct place on rotated workpieces. |
|
|
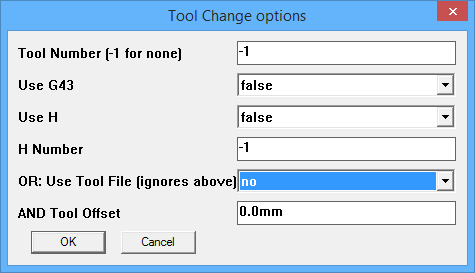 This icon on the Quicktools toolbar enables the use of toolchange commands. For controllers that understand the 'Tx M6'
command you can output the command with a given tool number. Optionally include G43 (apply offset) and Hx, select offset.
This icon on the Quicktools toolbar enables the use of toolchange commands. For controllers that understand the 'Tx M6'
command you can output the command with a given tool number. Optionally include G43 (apply offset) and Hx, select offset.The alternative option for controllers that do not understand T1 commands is to include a 'macro' file of Gcode commands that achieve the tool change for you. The tool commands can include a '%s' string: this is where the tool offset is inserted. For example, for GRBL you can set the tool offset with this line: G43.1 Z%sAn example toolchange script might look like this: using G28 predefined position as the tool change position (toolchange) M5 G49 G28 (go to predefined position) M0 (pause for tool change) G43.1 Z%s (set the tool offset, %s will be replaced by the offset set for this tool) (toolchange end)or like this: this uses G59 work co-ordinates 0,0,0 as the position for the tool change and assumes you are using G54 for your workpiece. M5 G49 ; tool offset off G59 ; use G59 co-ordinates G0 X0 Y0 Z0 ; go to 0,0,0 M0 ; pause until resume G43.1 Z%s ; set tool length offset G54 ; go back to G54 co-ordinatesor like this: using machine co-ordinates for the tool change M05 ; turn spindle off G49 ; cancel tool length offsets G53 X200 Y0 Z100 ; go somewhere in machine co-ordinates where tool change can be done M0 ; wait till resume, NEVER USE a timed delay! G43.1 Z%s ; %s will be replaced by the length offset for this tool that you entered G0 Z0 ; this may be needed to make sure the tool offset it in effect. Activate this toolbar by ticking the View|Toolbars|SketchUcam Quick Tools item. See also: Joining multiple Gcode files (one per tool!) |
Thank you for your interest in the Phlatboyz project. Please take the time to visit the Phlatforum for lots of great people sharing great ideas and designs created with the PhlatScripT on their Phlatboyz machines!